- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Italias LPEs 200 mm SiC epitaksiale teknologi fremskritt
2024-08-06
Introduksjon
SiC er overlegen Si i mange applikasjoner på grunn av dets overlegne elektroniske egenskaper som høy temperaturstabilitet, bredt båndgap, høy elektrisk nedbrytningsstyrke og høy termisk ledningsevne. I dag forbedres tilgjengeligheten av trekkraftsystemer for elektriske kjøretøy betydelig på grunn av høyere koblingshastigheter, høyere driftstemperaturer og lavere termisk motstand til SiC metalloksid halvlederfelteffekttransistorer (MOSFETs). Markedet for SiC-baserte kraftenheter har vokst veldig raskt de siste årene; derfor har etterspørselen etter høykvalitets, defektfrie og ensartede SiC-materialer økt.
I løpet av de siste tiårene har 4H-SiC-substratleverandører vært i stand til å skalere opp waferdiametre fra 2 tommer til 150 mm (med samme krystallkvalitet). I dag er den vanlige waferstørrelsen for SiC-enheter 150 mm, og for å redusere produksjonskostnaden per enhetsenhet er noen enhetsprodusenter i de tidlige stadiene med å etablere 200 mm-fabrikker. For å oppnå dette målet, i tillegg til behovet for kommersielt tilgjengelige 200 mm SiC-skiver, er evnen til å utføre jevn SiC-epitaksi også sterkt ønsket. Derfor, etter å ha oppnådd 200 mm SiC-substrater av god kvalitet, vil neste utfordring være å utføre epitaksial vekst av høy kvalitet på disse substratene. LPE har designet og bygget en horisontal en-krystall varmvegg helautomatisert CVD-reaktor (kalt PE1O8) utstyrt med et multi-sone implantasjonssystem som er i stand til å behandle opptil 200 mm SiC-substrater. Her rapporterer vi ytelsen på 150 mm 4H-SiC epitaksi samt foreløpige resultater på 200 mm epiwafere.
Resultater og diskusjon
PE1O8 er et helautomatisert kassett-til-kassett-system designet for å behandle opptil 200 mm SiC-skiver. Formatet kan byttes mellom 150 og 200 mm, noe som minimerer nedetid for verktøyet. Reduksjonen av oppvarmingstrinn øker produktiviteten, mens automatisering reduserer arbeidskraft og forbedrer kvalitet og repeterbarhet. For å sikre en effektiv og kostnadskonkurransedyktig epitaksiprosess rapporteres tre hovedfaktorer: 1) rask prosess, 2) høy jevnhet i tykkelse og doping, 3) minimalisert defektdannelse under epitaksiprosessen. I PE1O8 tillater den lille grafittmassen og det automatiserte laste-/lossesystemet en standardkjøring på mindre enn 75 minutter (en standard 10μm Schottky-diodeoppskrift bruker en veksthastighet på 30μm/t). Det automatiserte systemet tillater lasting/lossing ved høye temperaturer. Som et resultat er både oppvarmings- og avkjølingstidene korte, samtidig som baketrinnet allerede undertrykkes. Slike ideelle forhold tillater vekst av virkelig udopet materiale.
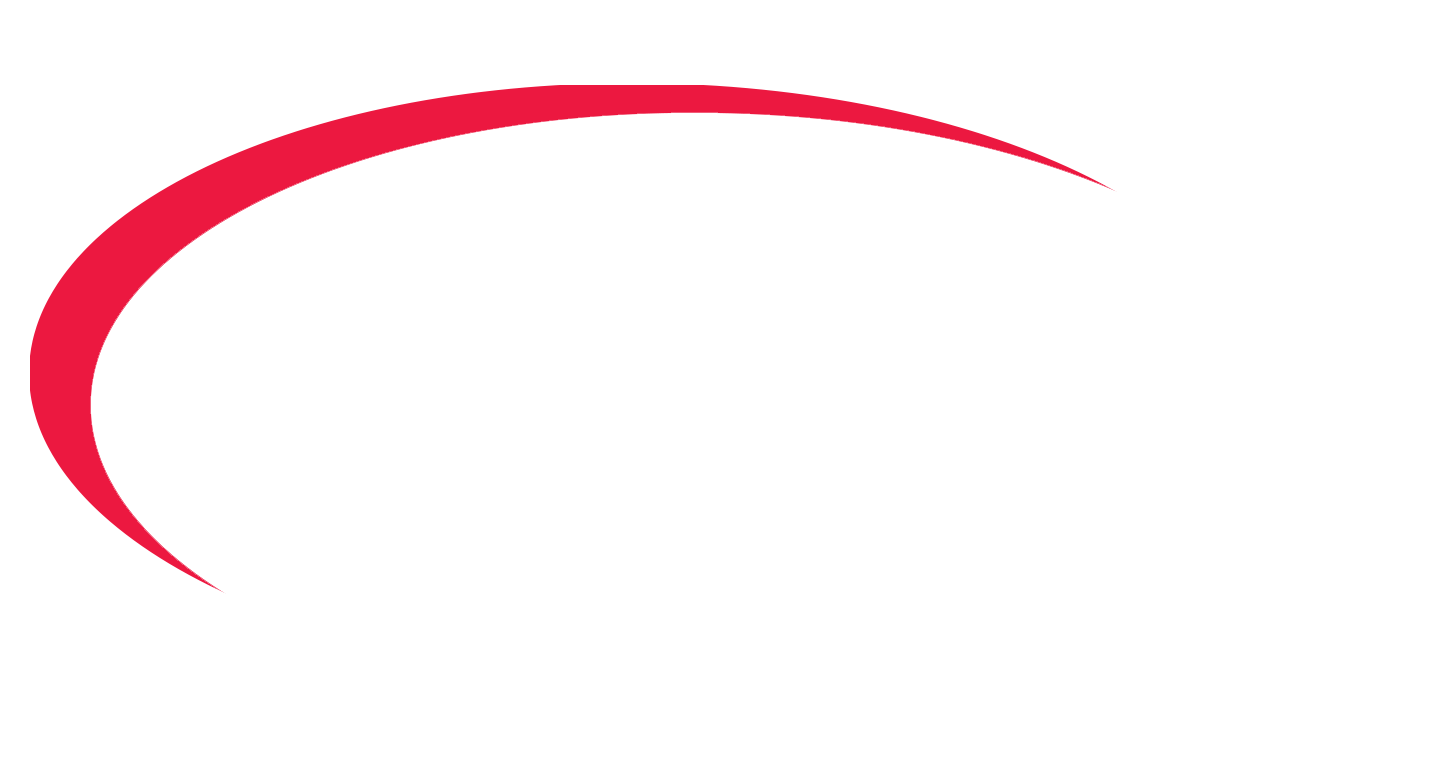
Kompaktheten til utstyret og dets tre-kanals injeksjonssystem resulterer i et allsidig system med høy ytelse både når det gjelder doping og jevn tykkelse. Dette ble utført ved hjelp av beregningsbasert fluiddynamikk (CFD)-simuleringer for å sikre sammenlignbar gassstrøm og temperaturuniformitet for 150 mm og 200 mm substratformater. Som vist i figur 1, leverer dette nye injeksjonssystemet gass jevnt i de sentrale og laterale delene av avsetningskammeret. Gassblandingssystemet muliggjør variasjon av den lokalt distribuerte gasskjemien, og utvider ytterligere antall justerbare prosessparametere for å optimalisere epitaksial vekst.
Figur 1 Simulert gasshastighetsstørrelse (øverst) og gasstemperatur (bunn) i PE1O8-prosesskammeret i et plan plassert 10 mm over substratet.
Andre funksjoner inkluderer et forbedret gassrotasjonssystem som bruker en tilbakemeldingskontrollalgoritme for å jevne ut ytelsen og direkte måle rotasjonshastigheten, og en ny generasjon PID for temperaturkontroll. Epitaksi-prosessparametere. En n-type 4H-SiC epitaksial vekstprosess ble utviklet i et prototypekammer. Triklorsilan og etylen ble brukt som forløpere for silisium og karbonatomer; H2 ble brukt som bæregass og nitrogen ble brukt til n-type doping. Si-faced kommersielle 150 mm SiC-substrater og forsknings-grade 200 mm SiC-substrater ble brukt til å dyrke 6,5 μm tykke 1 × 1016 cm-3 n-dopet 4H-SiC epilag. Substratoverflaten ble etset in situ ved bruk av en H2-strøm ved forhøyet temperatur. Etter dette etsetrinnet ble et bufferlag av n-type dyrket ved å bruke en lav veksthastighet og et lavt C/Si-forhold for å fremstille et utjevningslag. På toppen av dette bufferlaget ble et aktivt lag med høy veksthastighet (30μm/t) avsatt ved bruk av et høyere C/Si-forhold. Den utviklede prosessen ble deretter overført til en PE1O8-reaktor installert ved STs svenske anlegg. Lignende prosessparametere og gassfordeling ble brukt for 150 mm og 200 mm prøver. Finjustering av vekstparametere ble utsatt til fremtidige studier på grunn av det begrensede antallet tilgjengelige 200 mm-substrater.
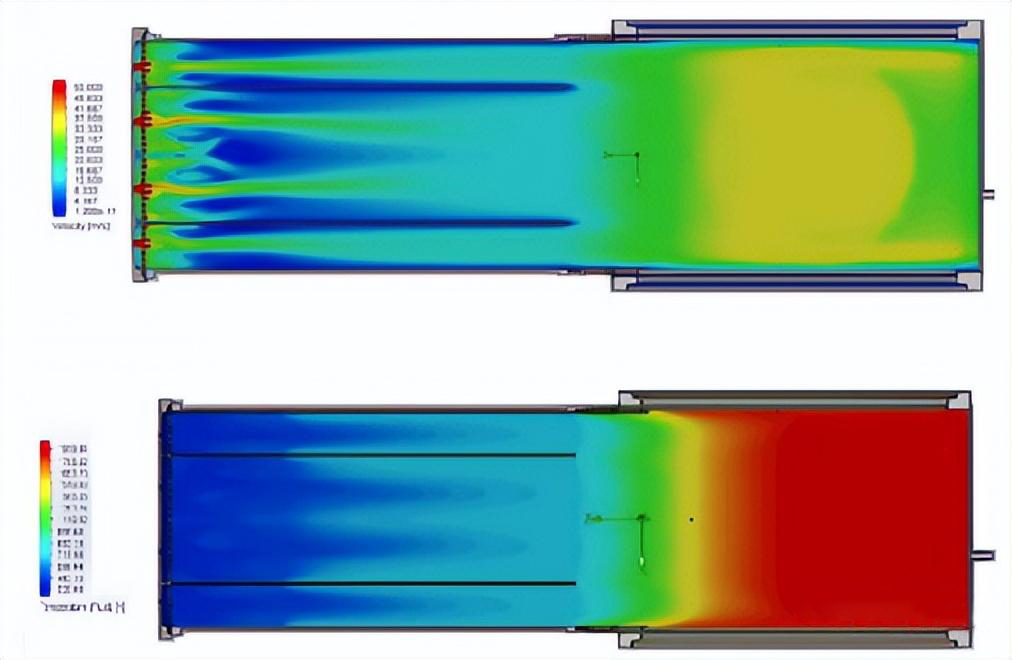
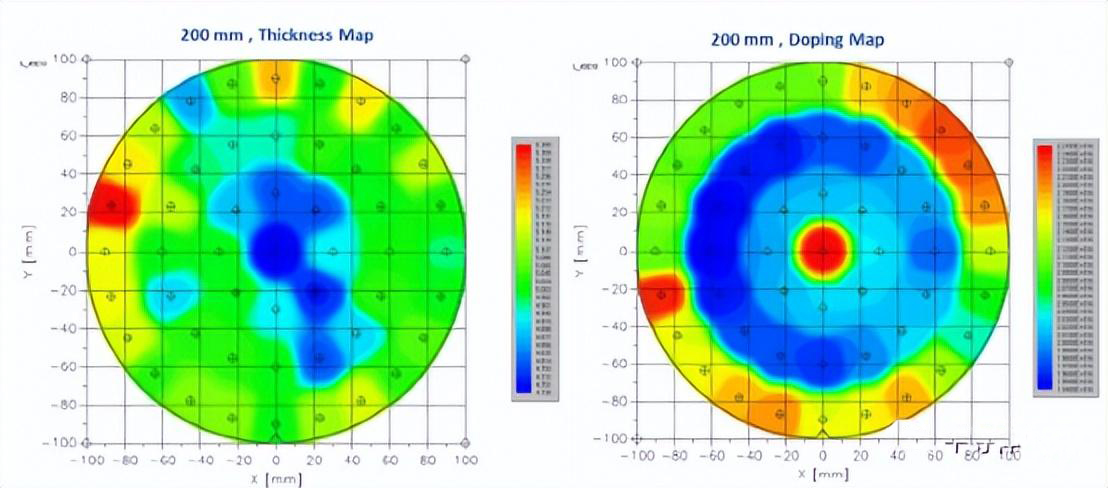
Den tilsynelatende tykkelsen og dopingytelsen til prøvene ble evaluert med henholdsvis FTIR- og CV-kvikksølvsonde. Overflatemorfologien ble undersøkt ved Nomarski differensiell interferens kontrast (NDIC) mikroskopi, og defekttettheten til epilagene ble målt med Candela. Foreløpige resultater. Foreløpige resultater av doping og jevnhet i tykkelse på 150 mm og 200 mm epitaksialt dyrkede prøver behandlet i prototypekammeret er vist i figur 2. Epilagene vokste jevnt langs overflaten av 150 mm og 200 mm substratene, med tykkelsesvariasjoner (σ/middelverdi) ) så lave som henholdsvis 0,4 % og 1,4 %, og dopingvariasjoner (σ-gjennomsnitt) så lave som 1,1 % og 5,6 %. Indre dopingverdier var omtrent 1×1014 cm-3.
Figur 2 Tykkelse og dopingprofiler på 200 mm og 150 mm epiwafere.
Repeterbarheten til prosessen ble undersøkt ved å sammenligne kjøring-til-kjøring-variasjoner, noe som resulterte i tykkelsesvariasjoner så lave som 0,7 % og dopingvariasjoner så lave som 3,1 %. Som vist i figur 3, er de nye 200 mm prosessresultatene sammenlignbare med de toppmoderne resultatene som tidligere ble oppnådd på 150 mm av en PE1O6-reaktor.
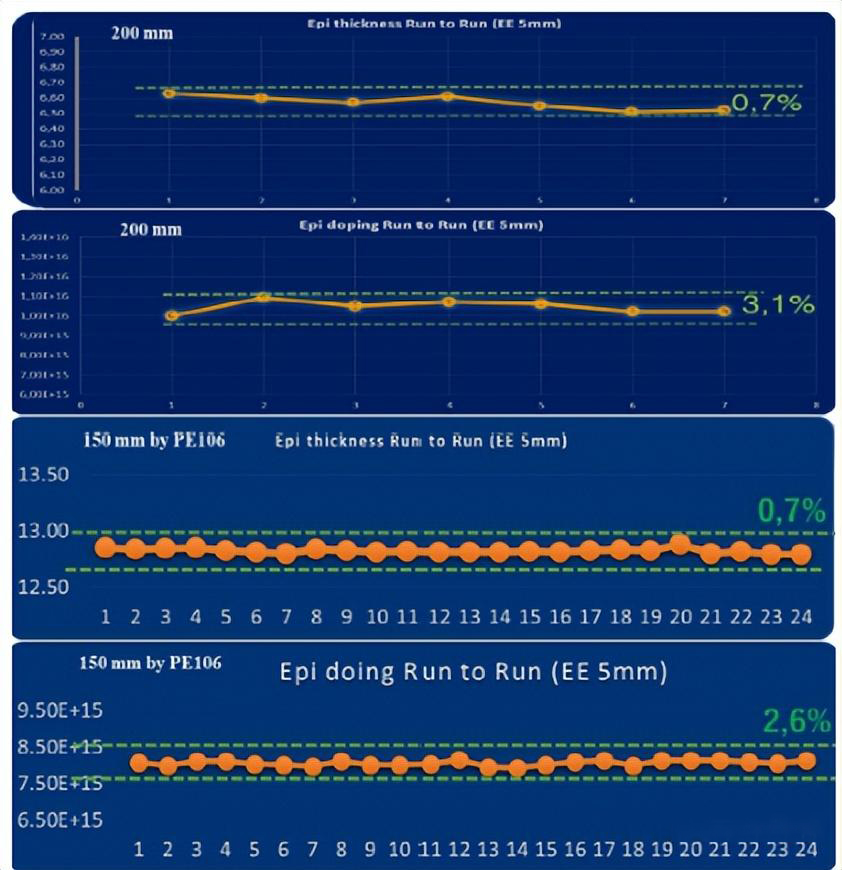
Figur 3 Lag-for-lag tykkelse og dopingensartethet av en 200 mm prøve behandlet av et prototypekammer (øverst) og en toppmoderne 150 mm prøve produsert av PE1O6 (nederst).
Når det gjelder overflatemorfologien til prøvene, bekreftet NDIC-mikroskopi en jevn overflate med ruhet under det detekterbare området til mikroskopet. PE1O8 resultater. Prosessen ble deretter overført til en PE108-reaktor. Tykkelsen og dopingsuniformiteten til 200 mm epiwafere er vist i figur 4. Epilagene vokser jevnt langs substratoverflaten med tykkelse og dopingvariasjoner (σ/gjennomsnitt) så lave som henholdsvis 2,1 % og 3,3 %.
Figur 4 Tykkelse og dopingprofil av en 200 mm epiwafer i en PE1O8-reaktor.
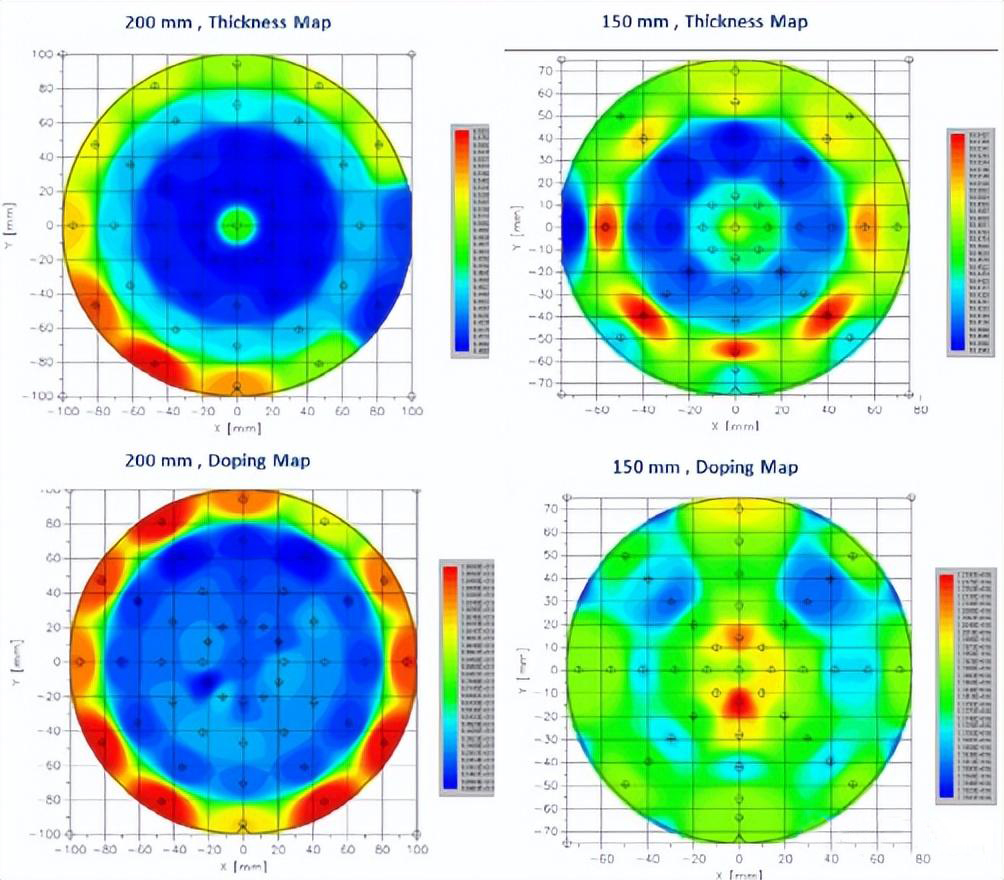
For å undersøke defekttettheten til epitaksialt dyrkede wafere, ble candela brukt. Som vist på figuren. Totale defekttettheter på 5 så lave som 1,43 cm-2 og 3,06 cm-2 ble oppnådd på henholdsvis 150 mm og 200 mm prøvene. Det totale tilgjengelige arealet (TUA) etter epitaksi ble derfor beregnet til å være 97 % og 92 % for henholdsvis 150 mm og 200 mm prøvene. Det er verdt å nevne at disse resultatene ble oppnådd først etter noen få kjøringer og kan forbedres ytterligere ved å finjustere prosessparametrene.
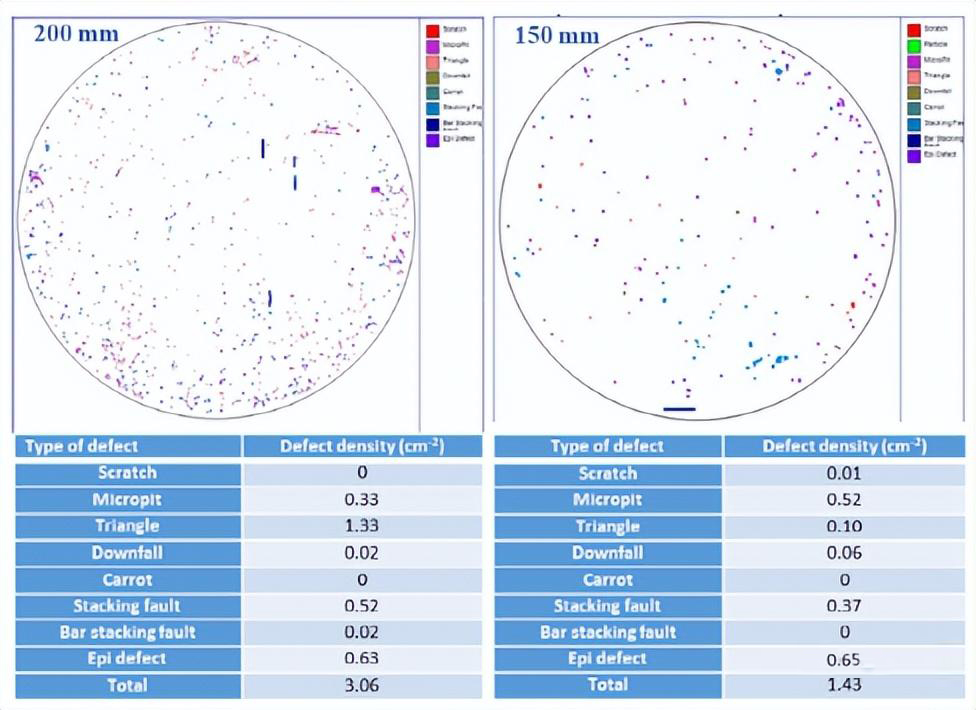
Figur 5 Candela-defektkart av 6μm tykke 200 mm (venstre) og 150 mm (høyre) epiwafere dyrket med PE1O8.
Konklusjon
Denne artikkelen presenterer den nyutviklede PE1O8 varmvegg CVD-reaktoren og dens evne til å utføre ensartet 4H-SiC-epitaksi på 200 mm substrater. Foreløpige resultater på 200 mm er svært lovende, med tykkelsesvariasjoner så lave som 2,1 % over prøveoverflaten og variasjoner i dopingytelse så lave som 3,3 % over prøveoverflaten. TUA etter epitaksi ble beregnet til å være 97 % og 92 % for henholdsvis 150 mm og 200 mm prøvene, og TUA for 200 mm er spådd å bli bedre i fremtiden med høyere substratkvalitet. Tatt i betraktning at resultatene på 200 mm substrater som er rapportert her er basert på noen få sett med tester, tror vi at det vil være mulig å forbedre resultatene ytterligere, som allerede er nær de nyeste resultatene på 150 mm prøver, ved å finjustering av vekstparametrene.